 |
| Firmenprofil |
| Leistungen |
| Referenzen |
| Veröffentlichungen |
| Kontakt |
| Impressum |

Retardations-Verfahren regeneriert saure Prozeßlösungen
|
|
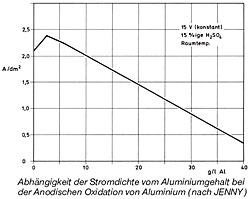
Beim Anodisieren von Aluminium reichert sich der schwefelsaure Elektrolyt mit Aluminium an. Durchschnittlich gehen 8-10 gAl/m2 Oberfläche bei einer Stromdichte von 1,5 A/dm2 und 45 Minuten Expositionszeit in Lösung. Mit einem Aluminiumgehalt von > 15 g/l ist der Elektrolyt in der Regel unbrauchbar. |
|||||||||||||||||||||||
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
In der Praxis tauscht man in regelmäßigen Zeitabständen
Badanteile gegen neu angesetzte Elektrolyten
aus, wobei eine Aluminiumkonzentration von 1015 g/l
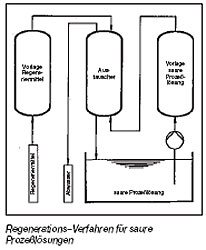
schwankend konstant gehalten wird. Durch die genaue Konstanthaltung der Badzusammensetzung durch Retardations-Verfahren, z. B. 10 g/l Al, können enorme Einsparungen an Chemikalien und Energie erreicht werden. Arbeitsweise Die Anlage ist kompakt gebaut und arbeitet vollautomatisch. Der Anodisierelektrolyt wird mit einer Pumpe, über mechanische Vorfilter, zur Volumenmessung in einen Vorlagebehälter gepumpt. Liegt das für den Arbeitszyklus eingestellte Volumen vor, schaltet die Pumpe automatisch ab. Anschließend wird der Elektrolyt durch den speziellen Ionenaustauscher gedrückt. Die Säure wird vom Ionenaustauscher aufgenommen. Zur Abwasseranlage wird eine säurearme und metallreiche Lösung abgeleitet. Zur gleichen Zeit wird der Vorlagebehälter des Regeneriermittels (Wasser) befüllt. Sobald die Leermeldung des Elekrolytbehälters erfolgt, schaltet die Anlage automatisch auf Regeneration um. Danach wird das Wasser durch den Ionenaustauscher gedrückt. Es fließt metallarmer und säurereicher Elektrolyt ab, der zum Bad zurückgeführt wird.
|
Vorteile Retardations-ANLAGEN
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||



|
Warum Retardationsanlagen?
Beim Anodisieren von Aluminium in einem schwefelsauren Elektrolyten reichert sich dieser mit Aluminium an. Durchschnittlich gehen 7 bis 10 g Al/m2 Oberfläche (1,5 A/dm2, 45 Minuten Anodisierzeit) in Lösung. Mit einem Aluminiumgehalt von 20g/l ist der Elektrolyt in der Regel unbrauchbar. In der Praxis tauscht man meist in regelmäßigen Zeitabständen Badanteile gegen neu angesetzten Elektrolyten aus, wobei die Aluminiumkonzentration z. B. zwischen 10 und 15 g/l schwankt. Könnte man die Aluminiumkonzentration auf andere Weise bei 10 g/l konstant halten, dann wären enorme Einsparungen an Chemikalien, aber auch an Energie möglich. Retardationsanlagen können dieses. Chemikalieneinsparung Ein Anodisierbad arbeitet bei einer Strombelastung von ca. 0,5 A/l, d. h., zum Anodisieren bei 1,5 A/dm2 sollten 300 l Bad pro m2 z. V. stehen. Daraus resultiert eine Anreicherung von 0,023 bis 0,033 g Al/l.h. Der anteilmäßige Neuansatz und die Neutralisation des ausgetauschten Elektrolyten bedingen Chemikalienkosten zwischen DM 0,08 und 0,12 /m2 anodisierter Oberfläche. Energieeinsparung Oberhalb eines Gehaltes von 2,5 g/l Al sinkt die Stromdichte bei konstanter Spannung ab, oberhalb 6 g/l Al geschieht dies in linearer Abhängigkeit. Für die Praxis bedeutet das, daß bei konstanter Stromdichte die Spannung und somit der Energieverbrauch entsprechend zunimmt. Gegenüber einer konventionellen Fahrweise mit Konzentrationen, die zwischen 10 und 15 g/l Al schwanken, lassen sich bei der Konstanthaltung auf 10 g/l Al Energiekosten in Höhe von DM 0,038/m2 einsparen. Dieser Betrag verdoppelt sich mindestens, wenn die durch diesen Energiemehrverbrauch entstandene Erwärmung des Bades durch Kühlung kompensiert werden muß, auf DM 0,076/m2. |
Retardationsanlagen bieten viele Vorteile
Sie ergeben sich durch die Konstanthaltung der Aluminiumkonzentration:
|
|||||||||||||||||||||||